15842089993
0412-5420699

15842089993
0412-5420699

网 址:www.as-nm.cn
网 址:矿山耐磨.com
电 话:15842089993
传 真:0412-5420699
邮 箱:anngs2012@163.com
地 址:辽宁省鞍山市千山区农高路51号
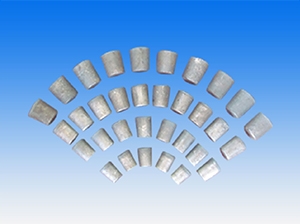
铸铁段裂缝的产生原因有哪些:
裂缝(热裂缝、冷裂缝)
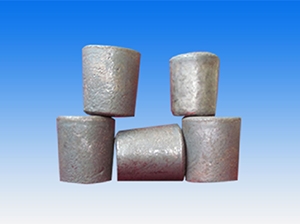
特点:裂纹外观为直的或不规则的曲线,热裂纹断口强烈氧化为深灰色或黑色,无金属光泽,冷裂纹断口洁净,有金属光泽。一般铸铁段的外部裂纹可以直接看到,内部裂纹只能通过其他方法看到。裂纹通常与缩孔、夹渣和其他缺陷有关,大多数裂纹出现在铸铁段尖角的内侧、厚截面和薄截面的连接处以及冒口与铸铁段连接的热点处。
原因:金属型铸造容易出现裂纹缺陷,因为金属型本身没有退让性,冷却速度快,容易造成铸铁段内应力加大,开模过早或过晚,浇注角度过小或过大,涂层过薄等。,容易造成铸铁段开裂,模腔本身也容易开裂。

预防和控制方法:
1.应注意铸铁段结构的工艺性,进口铸铁段使壁厚不均匀的零件过渡均匀,并采用合适的圆角尺寸。
2.调整涂层厚度,使铸铁段各部分尽可能达到要求的冷却速度,避免形成过大的内应力。
3.注意金属模具的工作温度,调整模具倾斜度,及时拔出型芯和裂纹,取出铸铁段缓冷。
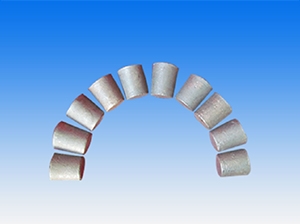
特点:冷隔是一种有透缝或圆边的表面裂纹,铸铁段模型中间被氧化皮隔开,不完全一体。当冷绝缘严重时,就变成“欠铸”。铸铁段顶壁、薄的水平或垂直表面、厚的薄壁接头或薄的辅助板经常出现冷绝缘。
成因:
1.金属模具排气设计不合理。2.工作温度太低。3.涂层质量差(人为、材料)。4.转轮开口位置不合适。5.浇注速度太慢。
预防和控制方法:
1.正确设计转轮和排气系统。2.对于大面积薄壁铸铁段,铸铁段涂层不宜过薄,适当增厚涂层有利于成型。3.适当提高模具的工作温度。4.采用斜浇法。5.浇注采用机械振动金属模具。
文章内容来源于网络,如有问题请和我联系删除!
服务热线:
15842089993 0412-5420699
公司地址:辽宁省鞍山市千山区农高路51号
Email:anngs2012@163.com
官方微信 |
手机站 |